Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя. Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие стараются сделать трансформатор для сварки самостоятельно. Изготовление самодельного сварочного трансформатора проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Для понимания всего процесса изготовления трансформатора для сварки своими руками необходимо разобраться в принципе его работы, который заключается в преобразовании напряжения 220 Вольт в более низкое напряжение до 80 Вольт. При этом сила тока возрастает с 1,5 Ампер до 160 - 200 Ампер, а в промышленных до 1000 Ампер. Эта зависимость для сварочного трансформатора еще называется понижающей вольтамперной характеристикой и является одной из основополагающих характеристик аппарата. Именно на основании этой зависимости построена вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также созданы различные модели сварочных аппаратов.
Виды самодельных трансформаторов для сварки
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет. В течение всего этого времени сварочный трансформатор и способы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них наиболее популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и для дуговой.

Наибольшего распространения среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько. Во-первых, простая и надежная конструкция аппарата. Во-вторых, широкий диапазон применения. В-третьих, простота и мобильность. Но кроме описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых основными являются низкий КПД и зависимость качества сварочного шва от навыка сварщика.
Ручная дуговая сварка чаще всего широко применяется для различных ремонтно-строительных работ, изготовления металлических конструкций и частей конструкций, сварки труб. С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
![]()
Конструкция таких трансформаторов довольно проста. Аппарат состоит из самого трансформатора, регулятора силы тока, держателя для электродов и зажима массы. Отдельно стоит выделить центральный элемент - трансформатор. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки медного или алюминиевого провода - первичная и вторичная. В зависимости от рабочих характеристик изменяется толщина провода на обмотках, а также количество витков.

Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличается от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит при помощи электрической дуги, возникающей между электродом и свариваемой поверхностью, то в контактной сварке выполняется точечный нагрев места сварки электричеством при помощи двух заточенных медных электродов и воздействием высокого давления для соединения. В результате металл заготовок в точке воздействия расплавляется и сливается.
Точечная сварка нашла широкое применение в автомобильной промышленности, в строительстве при создании каркаса из арматуры для ЖБ конструкций, сварки тонких листов из алюминия, нержавейки, меди и прочих металлов, требующих специальных условий для сварки.

Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия наплавляемых электродов. Вместо этого используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких аппаратах менее мощные и выполнены с П-образным сердечником. В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совсем необязательно.
Но в независимости от того, планируете Вы делать трансформатор дуговой сварки или контактной, необходимо знать их рабочие характеристики. И понимать, за что отвечает каждая из них и как можно изменить ту или иную характеристику.

Работу сварочного трансформатора определяют его рабочие характеристики. Зная и понимая, за что отвечает та или иная характеристика, можно без особых проблем выполнить расчет сварочного трансформатора и собрать аппарат своими руками.
Напряжение сети и количество фаз
Эта характеристика указывает на напряжение сети, от которой будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда это может быть и 380 В. При выполнении расчетов и создании схемы этот параметр является одним из основных.
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. От величины номинального сварочного тока зависит возможность сварки и резки металлической заготовки. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более что чем выше этот показатель, тем выше вес самого трансформатора. К примеру в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес у таких аппаратов будет более 300 кг.
Пределы регулирования сварочного тока
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из потребности использования электродов определенного диаметра. Для самодельных сварочных аппаратов дуговой сварки пределы регулировки колеблются от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А до 1000 А и более.
Диаметр электрода
Чтобы сварить металл различной толщины, используя один и тот же аппарат дуговой сварки, приходится регулировать номинальный сварочный ток, а также использовать электроды различного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется низкая сила тока, а для более толстых - наоборот, большая. Тоже самое касается и толщины металла. В приведенной ниже таблице указаны сводные данные по диаметрам используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для трансформаторов контактной сварки диаметр электродов также важен. Но при этом используются два параметра - диаметр самого электрода и диаметр его конусовидной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор работает на понижение входящего напряжения до более низкого значения. Напряжения на выходе называется номинальным и не превышает 80 Вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 - 70 Вольт. Причем эта характеристика не регулируема и задается изначально. Трансформаторы для точечной сварки, в отличие от дуговых, имеют еще более низкое номинальное напряжение порядка 1,5 - 2 Вольта. Такие показатели вполне закономерны, учитывая связь между напряжением и силой тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает на то, сколько времени можно работать беспрерывно и сколько необходимо давать ему остыть. У самодельных сварочных трансформаторов номинальный режим находится в переделах 30 %. То есть из 10 минут 3 можно варить беспрерывно и 7 минут оставлять на отдых.
Мощность потребляемая и выходная
По сути эти два показателя мало на что влияют. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора. Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Необходимо отметить, что при выполнении расчетов значение потребляемой мощности необходимо знать и учитывать.
Напряжение холостого хода
Этот показатель важен для дуговых сварочных трансформаторов. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 Вольт.
Схема сварочного трансформатора
Создавая трансформатор для сварки своими руками, не обойтись без его принципиальной схемы. По сути особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На приведенной ниже схеме изображен самый простой дуговой сварочный трансформатор.

Важно! Тем, кто плохо разбирается или совсем не разбирается в электрических схемах, следует вначале ознакомиться с ГОСТ 21.614 «Изображения условные графические электрооборудования и проводок в оригинале». И лишь затем переходить к созданию схемы для сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы силы сварочного тока. На приведенной ниже схеме дугового сварочного трансформатора видно, как интегрирован в неё диодный мост.

Важно! Наибольшую популярность среди самодельных дуговых сварочных трансформаторов имеет тороидальный. Такой аппарат обладает прекрасными рабочими характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинальной силы тока, что выгодно сказывается на общем весе аппарата.
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды. Такое наполнение позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.

Помимо приведенных схем сварочных аппаратов существуют и другие. Найти их не составит особого труда. Они размещены как в сети интернет, так и в различных журналах и книгах об электротехнике. Обзаведясь наиболее понравившейся схемой, можно приступать к расчетам и сборке сварочного трансформатора.
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какими должны быть номинальная сила тока, напряжение на первичной и вторичной обмотках, а также другие параметры, выполняется расчет для обмоток, сердечника и сечения провода.
При выполнении расчетов трансформатора для сварки за основу берутся следующие данные:
- напряжение первичной обмотки U1. По сути, это напряжение сети, от которой будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Напряжение электричества, которое должно быть после понижения входящего и не превышающее 80 В. Требуется для возбуждения дуги;
- номинальная сила тока вторичной обмотки I. Этот параметр выбирается из расчета, какими электродами будет вестись сварка и какой максимальной толщины металл можно будет сварить;
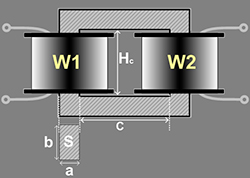
- площадь сечения сердечника Sс. От площади сердечника зависит надежность работы аппарата. Оптимальной считается площадь сечения от 45 до 55 см2;
- площадь окна So. Площадь окна сердечника выбирается из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода. Оптимальными считаются параметры от 80 до 110 см2;
- плотность тока в обмотке (A/мм2). Это довольно важный параметр, отвечающий за электропотери в обмотках трансформатора. Для самодельных сварочных трансформаторов этот показатель составляет 2,5 - 3 А.
В качестве примера расчетов возьмем следующие параметры для сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, номинальная сила тока 180 А, площадь сечения сердечника Sс=45 см2, площадь окна So=100 см2, плотность тока в обмотке 3 А.
P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Важно! В данной формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ, ШЛ 1,7.
Важно! Также как и в первой формуле, коэффициент 50 использован для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа ПЛ, ШЛ 40.
Теперь выполняем расчет максимальной силы тока на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета витков используем формулу Wх =Uх*K. Для вторичной обмотки это будет W2 = U2*K = 60*1,11 = 67 витков. Для первичной расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняется расчет ступеней регулирования силы тока. Это делается для вывода провода на определенном витке. Выполняется расчет по следующей формуле: W1ст = (220*W2)/Uст.
Uст - выходное напряжение вторичной обмотки.
W2 - витки вторичной обмотки.
W1ст - витки первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I. К примеру нам необходимо сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1=75 В, U1ст2=67,5 В, U1ст3=52 В, U1ст4=42,2 В.
Полученные значения подставляем в форму расчета витков для ступеней регулировки и получаем W1ст1=197 витков, W1ст2=219 витков, W1ст3=284 витка, W1ст4=350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5 %, получим реальное количество витков - 385 витков.
Напоследок рассчитываем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получим Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора контактной сварки выполняется аналогичным образом. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки для таких трансформаторов порядка 2000 - 5000 А для маломощных и до 150000 А для мощных. В дополнение для таких трансформаторов регулировка делается до 8 ступеней с использованием конденсаторов и диодного моста.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.

Работы начинаем с создания каркасов для обмоток . Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.

Собрав каркасы для обмоток, изолируем их термостойкой изоляцией . После чего начинаем мотать обмотки.


Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Важно! Прежде чем установить и закрепить болты на концах проводов, протягиваем последние сквозь дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.


Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора . Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.

По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
![]()
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
Содержание:
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким - от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса - от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.

В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел - трансформатор - можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока - до 1500 ампер.

На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.

Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока - до 80 ампер.

В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет , например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.

Составляет: для С1 и С2 - 47 мкФ, С3 и С4 - 100 мкФ, С5 и С6 - 470 мкФ. Контакты кнопки КН1 должны быть: один - нормально-замкнутый, другой - нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.

Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.

Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.

Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
Точечные сварные работы являются подвидом контактной сварки. При этом виде сварных работ металлические элементы скрепляются в одной или нескольких местах.
Этот метод сварки поверхностей обладает высокой технологией производства и разнообразием применения в различных областях промышленности и может применяться как при производстве электронных приборов, так и автомобилей, морских и воздушных судов и в других областях промышленного производства.

При использовании этого вида сварки, достигается очень высокая прочность соединения деталей конструкции между собой. Степень прочности в месте соединения определяется усилиями по стискиванию поверхностей скрепляемых элементов и физических силы электротока устройства.






В современном производстве используются разные варианты этих приборов от стационарных станков до легко транспортируемых аппаратов. В качестве примера на картинке представлено фото ручного аппарата точечной сварки.

Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.

В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.

Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.

Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.

В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.

Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.






Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.

Этот режим, как правило, используют при сваривании поверхностей с хорошей теплопроводностью, высоколегированной стали или скреплении поверхностей разной толщины.

Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.

Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.

Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.

Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.


При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.






Способы сваривания
Существует несколько способов точечного сваривания:

Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.

Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.

Рельефный способ – элементы конструкции свариваются в одном или нескольких подготовленных местах. Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.

Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.


Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.

Особенности конструкции
Большие возможности точечной сварки востребованы в промышленном производстве. Для их реализации созданы производственные станки и ручные переносимые агрегаты.

Решая задачи сваривания металлических элементов нужно помнить, что этот процесс зависит от металла из которого изготовлено изделие и его плотности.

Требования к технологии выполнения этого вида работ:
- обеспечение низкого напряжения, не более 10Вт;
- обеспечения короткого времени прохождения электрического импульса в точке сваривания;
- обеспечения большой силы электротока в месте сваривания;
- обеспечение min области расплава в местах скрепления конструкции;
- обеспечение высокого качества прочности сварочного шва.

Современный аппарат для точечной сварки может иметь различную конструкцию. В современном производстве применяются трансформаторные или конденсаторные станки точечной сварки.


Трансформаторные станки должны осуществлять высокую температуры подогрева свариваемых поверхностей. Работоспособность сварочного оборудование в быту может обеспечиваться силой электротока до 5 кило ампер, а промышленного от трехсот до пятисот кило ампер.






В станках промышленного производства применяются мощные трансформаторы. Основным недостатком таких приборов является отсутствие однородной нагрузки, что приводит к большим перегрузкам промышленной сети и частым поломкам.

Конденсаторные станки электрические сети нагружают размеренно. Использование конденсаторов в станках позволяет избежать резких перегрузок промышленной электросети.

Конденсаторные аппараты ручной сварки имеет min габариты и широко применяются для решения бытовых вопросов. Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.

Достоинства:
- нет необходимости приобретать сварочные материалы;
- простота в изготовлении;
- удобство при управлении;
- чистота и опрятность швов или сварных точек;
- соблюдение требований экологии;
- min расход электроэнергии;
- высокая производительность.

Изготавливаем сварку сами
Инструмент этого вида сварки не является дешевым инструментом. Практичнее сделать аппарат точечной сварки своими руками.

Главный элемент такого аппарата – трансформатор (применяется в различных бытовых приборах). Для обеспечения необходимого электрического тока для этого вида работ нужно осуществить перемотку его обмоток. Во время создании 1-й обмотки подготавливаются и промежуточные выводы. Провод на обмотках обязательно пропитывается лаком и обматывается специальной бумагой.

Составные части прибора подбираются под параметры трансформатора. Его конструкция зависит от деталей (поверхностей) над которыми предстоит работать. Электрические элементы должны быть исполнены с высокой степенью надежности.

Клещи могут быть двух типов: стационарные и выносные. Стационарные – более просты при изготовлении, они прочно скрепляются между собой и надежно изолируются. Выносные – более приспособлены для использования при выполнении различных работ. Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.

При использовании выносных клещей необходимо обеспечить их надежное соединении с самим аппаратом и их гидроизоляцию. Для изготовления электродов, возможно использование медных прутьев, бронзы или старого жала паяльника.

Электрическую схему подключения такого устройства можно с легкостью найти в интернете.

Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.

Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.

Фото-инструкция, как сделать аппарат точечной сварки


Принцип точечной сварки заключается в соединении двух металлов под действием электрической дуги, создаваемой двумя подвижными электродами (жалами). К ним подводится электроток большой мощности. При сжимании электродов на месте прошива металлов дугой образуется расплав однородной структуры.
Метод точечной сварки часто применяется в автомастерских, частных гаражах, когда проводятся кузовные работы. Очень часто автомобильные аккумуляторы выходят из строя из-за перелома контакта, чтобы их поменять обычная пайка не подходит, нужно более прочное соединение.

Технология точечной сварки
Метод подходит для прочного соединения неоднородных сплавов. Сварка называется точечной из-за размера контакта, она зависит от площади касания двух жал или электродов, образующих электродугу.

Чтобы сделать точечную сварку, берут два листа металла и сварочное устройство. Процесс состоит из нескольких этапов:
- свариваемый металл помещают между жалами, к которым подводится электрический ток;
- включается блок питания;
- жала с силой соединяют;
- возникает электродуга, она проходит сквозь металлы, разогревает их;
- за счет силы сжатия расплав уплотняется, получается точечное соединение двух листов металла.








Прочность соединения зависит от силы сжатия жал, мощности дуги и площади касательной поверхности жал. Их делают из сплавов большой электро-, теплопроводности, такими свойствами обладают цветные металлы на основе меди.

Оборудование
Готовые аппараты для точечной сварки бывают стационарными и переносными, ими удобно пользоваться при проведении ремонтных работ. В промышленности используются сварочные автоматы. Есть переносные рычажные сварочные устройства, они называются клещами.

Сварочное оборудование стоит недешево, пользоваться им приходится редко. Умельцы нашли рациональный выход из положения.

Устройство точечной сварки для аккумуляторов и кузова своими руками сделать вполне реально. Его можно использовать для ремонта бытовой техники, создавать декоративные изделия из металла.

Сварочные клещи
Переносное устройство для контактной точечной сварки своими руками делается по принципу плоскогубцев. Длинные ручки позволяют с небольшим усилием плотно сдвигать жала. Их крепят перпендикулярно коротким концам зажимных ручек.

Жала вытачивают из меди или бронзы, их делают съемными, чтобы можно было менять площадь контакта. В процессе работы к жалам подводят ток. Толстый провод монтируют или приваривают к металлическим ручкам. Длинные концы рычага хорошо изолируют.









В качестве источника электропитания используют трехфазный трансформатор. Если мощности имеющегося трансформатора недостаточно, в качестве дополнительной обмотки на него набрасывают два витка толстого провода. Таким устройствами скрепляют листы до 6 мм толщиной. Для тонкого металал они не подходят.


Сварка мелких деталей
Иногда бывает проблематично крепить небольшие контакты: обычный паяльник для этого не подходит, соединение, полученное методом лужения очень хрупкое, не выносит больших динамических нагрузок.

Сделать точечную сварку двух небольших контактов можно с помощью мини-сварочника небольшой мощности. Он делается по такому же принципу, что и клещи, только нижняя ручка зажимного устройства стационарно закреплена, двигается только верхняя.

Источник тока фиксируется на диэлектрической основе, это может быть:
- дерево;
- фанера;
- негорючий пластик;
- текстолит.

В качестве выпрямителя тока подойдет трансформатор из микроволновой печи или готовый TR1. Если используется трансформатор из микроволновой печи, в качестве дополнительной обмотки используют провод с сечением не меньше 8 мм2 в прочной термостойкой оплетке.

При подборе электродов важно соизмерять их толщину с размерами провода. Д Концы электродов затачивают до нужного размера. Чем меньше площадь касания, тем прочнее соединение.


В качестве электрода для точечной сварки используют:
- жала паяльников;
- латунный сплошной прокат (прутки, шестигранники, капиллярную трубку);
- стержни из хромокадмиевой бронзы.









При выборе рычага учитывают длину рабочей зоны – это глубина, на которую можно завести свариваемый металл в сварочное устройство. Для крепления жала на ручке используются клеммы: к одному концу подводится ток, другая часть закрепляется саморезом.

Чтобы правильно выбрать время импульса, в электросхему блока питания включают резистор. Кнопку включения выводят на ручку или фиксируют на коробе блока питания. Провода и корпус можно спрятать в единый корпус из электроизолятора.

Аккумуляторный аппарат
Устройство для мини-точечной сварки своими руками делают, используя автомобильную аккумуляторную батарею. Ее мощности хватит, чтобы приварить контакт к другой, которая требует реставрации.

На колодке с клеммником из медного сплава крепят два латунных или бронзовых стержня, они изолируются в зоне контакта с рукой. Нужно учитывать, что во время сварки стержни сильно нагреются, изолятор-соединитель не должен плавиться.

Недостатком такого устройства считается отсутствие выключателя и высокая мощность аккумулятора. Работать с устройством надо осторожно, чтобы в зоне контакта не было прожогов.


Фото точечной сварки своими руками






















Машина контактной сварки не только проста при эксплуатации, но ее еще несложно изготовить. Главное, что необязательно владеть навыками данной работы. В том, как сделать самодельную контактную сварку своими руками и из доступных устройств, разберется даже новичок. Что такое контактное соединение?
Виды контактной сварки:
- точечная;
- рельефная;
- стыковая и шовная.
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра. Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах.
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Самостоятельное изготовление
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Автоматизация процесса выполняется при использовании всех составляющих. Сварщик контактной сварки должен обладать определенными навыками при соединении швом или местами. Вакансии этой специальности часто можно найти в интернете.
Чертежи


Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
- выносными;
- стационарными.
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Клещи для контактной сварки производятся с заданным параметром вылета электродов в виде точек, который тоже немаловажен, от него зависит расстояние от кромки до места соединения деталей. Электроды изготавливаются из меди или бериллиевой бронзы. Также сварочные клещи можно изготовить из рабочей части паяльников. Это удобно при соединении полиэтиленовых труб.
Сварщик на машинах контактной сварки обязательно должен быть аттестован, но если он работает на производстве. Выполнение точечной сварки своими руками несложное занятие, как и дуговая сварка. В бытовых условиях может справиться каждый.
Выполнение работ
Дуговая сварка не подойдет для заваривания отдельных точек.
Перед выполнением работ необходима заточка электродов для контактной сварки, это знает каждый сварщик на машинах контактной сварки.
Контактная стыковая сварка оплавлением производится следующим образом:
- Устанавливаются детали между электродами.
- Под действием прижимного усилия создается сила трения между электродом и поверхностью.
- Выставляется максимальный зазор перед подачей напряжения. В процессе протекания тока создается контактное сопротивление.
- Подается напряжение и электрод перемещается, захватывая стыки, образовывая шов.
Соединение алюминиевых конструкций выполняется с помощью стыковой контактной сварки. Контактная сварка алюминия бывает шовная и точечная. Сварщик на машинах контактной сварки может иметь такую же квалификацию, как и при работе на инверторах. Электродуговая считается наиболее опаснее.
Контроль качества швов осуществляется государственного норматива. Стандарт – это ГОСТ 14098, на который ориентируются работники ОТК и на основании лабораторного испытания.
Об оборудовании
Общемашиностроительные нормативы времени на контактную сварку необходимы для выполнения производственных задач в заданный промежуток времени. Для нужд производства приобретается оборудование, например, контактная сварка tecna, формирующая соединения в виде точек.
ООО “ПФ Контактная сварка” выпускает, ремонтирует и дооснащает инверторные агрегаты. План предприятий, направленный на выпуск продукции в машиностроении, должен осуществляться при наличии современных устройств.
Многоточечные машины контактной сварки, в том числе их технология по принципу сварки сетки и стержней в неподвижном состоянии. Роликовая сварка этими машинами объединяет способы выполнения работ как прерывистым, так и непрерывным шагом.
Контактная точечная сварка, сделанная своими руками, нужна для выполнения ремонта изделий из тонкого металла, полиэтилена, в том числе полиэтиленовых труб, осуществляемая встык.
Сегодня представлено в продажу 91 сварочных агрегатов для контактной точечной сварки. Машина контактной точечной сварки МТ 1928 ЛМ предприятием ООО ПФ контактная сварка, изготовлена на основе полупроводников и на конденсаторах в состав комплекта входят:
- регулятор контактной сварки РКС 502 или регулятор контактной сварки РКС 801;
- клещи контактной сварки foxweld ктр 8 3097;
- на обмотку устанавливается контроллер pic16f628.
Машиной выполняются одноточечные соединения, также возможно соединение полиэтиленовых труб. Контактной сварки МТ достаточно для сварки арматуры.
С помощью этого агрегата выполняется контактно стыковая сварка проволоки.
Видео: точечная сварка своими руками (споттер).
Аппарат Акс 2М применяется для сварки медных и цветных сплавов, выполняется точечная сварка аккумуляторов. Сварка для аккумуляторов своими руками несложная по технологии.
Аппарат точечной сварки sunkko применяется для сборки батареи элементов. Sunkko 709a не перегревает металлическую пластинку при выполнении операций, что может произойти при запаивании изделий. Выпускается в комплекте с паяльником, а при работе используется никель. Шовная работа выполняется для полиэтиленовых труб встык на магистралях трубопроводов, а также можно соединить пластиковые изделия.
Профессиональный сварщик контактной сварки получает специальность в учебном заведении. Вакансии электрогазосварщиков, в том числе и сварщик на машинах контактной сварки или сварщик контактной сварки, всегда открыты на предприятиях.


